
当前位置:首页 > 产品中心










































以钠长石生产 焊条 工艺流程
.jpg)
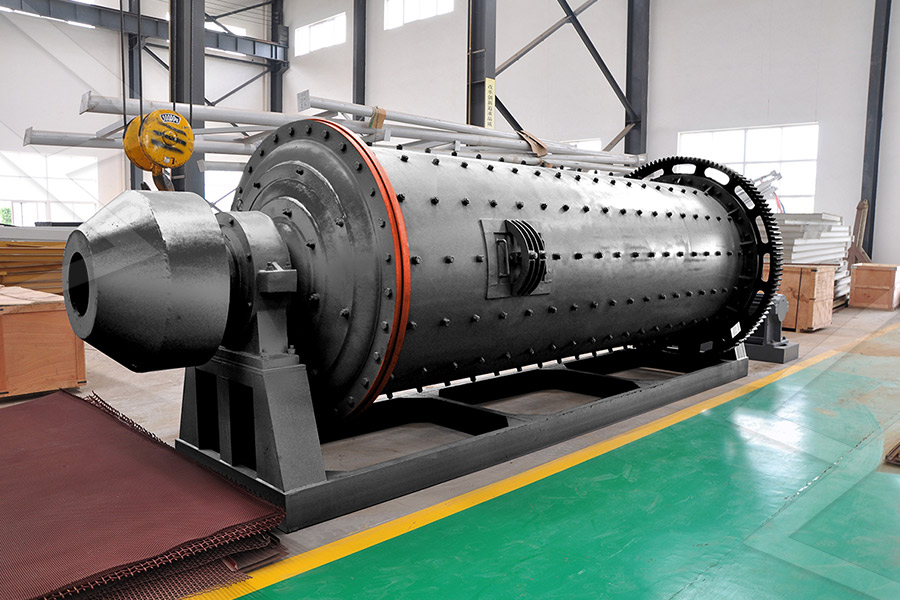
钠长石配方加工工艺技术生产方法
2020年5月12日 — 该煅烧钾(钠)长石在焊条或药芯焊丝材料中的应用,包括以下加工步骤:先选取指标含量合格钾(钠)长石原矿,将钾(钠)长石原矿进行清洗,除去钾( 采用洗矿分级、磨矿分离、重选、预磁选和高强磁精选分离的加工工艺流程(图3),获得K2O+Na2O 含量为%,%左右的优质钾、钠长石精矿。长石选矿产品质量工艺流程(总3页) 百度文库2023年7月3日 — 矿石采集与破碎、矿石浮选、矿石干燥与烧结以及产品加工与精炼是钠长石生产过程中的关键步骤。 合理选择和配置相应设备,确保工艺流程的顺畅进行,对于实 钠长石生产工艺流程及常用设备 山东鑫海矿装矿石采集与破碎、矿石浮选、矿石干燥与烧结以及产品加工与精炼是钠长石生产过程中的关键步骤。合理选择和配置相应设备,确保工艺流程的顺畅进行,对于实现高效生产具有重 钠长石生产工艺流程及常用设备 金属百科

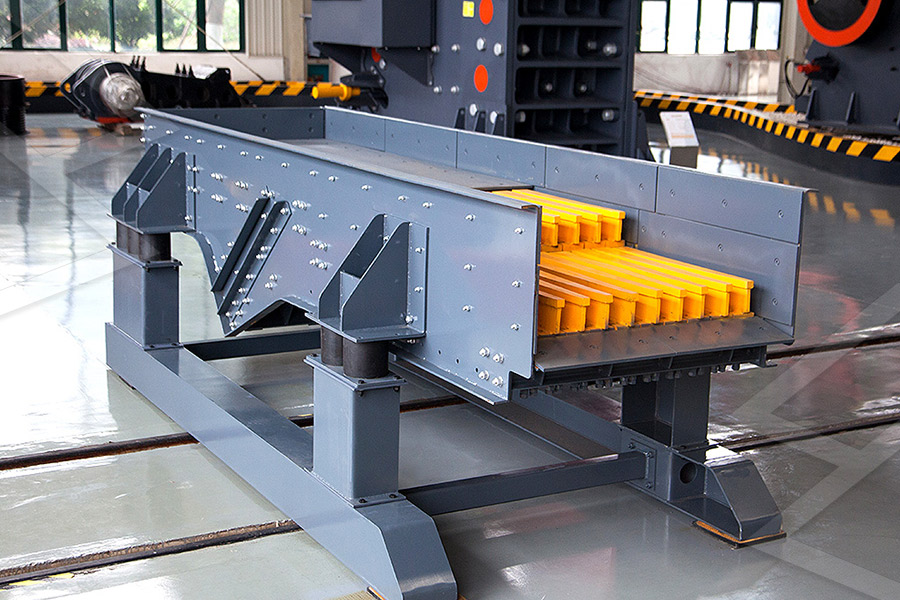
一文了解长石的分类、应用、加工工艺及发展方向
(1)由钾、钠两组长石相互混熔而形成的碱性长石系列,包括正长石、微斜长石、透长石、冰长石及歪长石; (2)由钠、钙长石两种组分相互混熔而形成的斜长石系列;2022年7月8日 — 具体实施方式 本发明的新型电焊条的生产方法是先将配好的电焊条药皮投入到带螺旋的电焊条机内,开动机器,利用螺旋挤压的原理将药皮挤压到出料口,再在引 CNA 一种经济型电焊条系列产品及其生产方法和 在焊条的生产过程中,需要经历多道工艺步骤,包括原材料准备、混合、成型、烘烤、包装等环节。 本文将深入探讨焊条的生产工艺流程,以期为相关领域焊条生产工艺流程 百度文库焊条是一种常见的焊接材料,广泛应用于各个行业的焊接工艺中。 焊条生产工艺流程是决定焊条质量的关键因素之一。 本文将围绕焊条生产工艺流程展开深入研究,探讨其原理、 焊条生产工艺流程 百度文库

长石矿选矿工艺流程:带你了解四种常见长石矿的
2019年11月4日 — 长石矿选矿工艺流程:带你了解四种常见长石矿的选矿流程 长石是钾、钠、钙、钡等碱金属或碱土金属的铝硅酸盐矿物,是重要的造岩矿物之一。 纯长石在自然 焊条制造过程,须经多道工序,归纳起来主要有以下七大工序: 1、焊芯的加工(去锈、拉拔、核直切断);2、焊条药皮原材料的制备(粉碎、 筛粉); 3、水玻璃的制备与调 焊条生产工艺百度文库焊件装配必须保证间隙均匀、高低平整。定位焊一般采用焊条电弧焊,使用E4303焊条,焊条直径4mm。焊缝长度一般为30mm,间距为100300mm。保证焊透、融合良好,无焊接缺陷。 Q235在埋弧焊前,一般不需预热。如果焊接环境低于0℃,则应将焊件预热至3035℃。焊接知识:Q235板材的焊接工艺 360doc2020年3月20日 — 常用钢号选用焊条、焊丝 星级: 1 页 常用焊条合格证 星级: 6 页 焊接材料(焊条、焊丝、焊剂)进场质量合格证文件及外观质量检查记录 星级: 1 页 模具烧焊常用焊条焊丝焊接规范 星级: 2 页 常用氩弧焊丝焊条应用参考 星级: 2 页常用焊条焊丝质量证明书,合格证 道客巴巴
.jpg)
Inconel625 镍合金焊接工艺与分析 百家号
2020年3月13日 — 焊条使用前应按焊条产品说明书进行烘干。烘干后的焊条应储存在 100~150℃左右的恒温箱内,焊工领用时,应用合格保温筒领取,如领用时间超过 4h,应重新烘烤,但重新烘烤次数不得超过 2 次。焊条烘烤温度。2023年11月30日 — 电弧焊接是一种利用电弧产生的高温熔化焊条和工件的焊接方法,广泛应用于各种金属材料的连接。电弧焊接的焊缝表面有时会呈现出一种类似鱼鳞的纹理,这种纹理被称为鱼鳞焊。鱼鳞焊不仅美观,而且能够反映出焊缝的冷却状态和电弧的稳定程度。电弧焊接怎么焊出鱼鳞状?(焊条和焊接参数、持枪 2020年12月21日 — 1A IDT电极加工(Sputtering Etching) 1A1 IDT电极成膜 金属(Al, Mo, W)溅射、基板使用有压电性的LT、LN。另外,这个电极的膜厚分布也很重要。TCSAW器件制造工艺 ULVAC 株式会社アルバック焊条(焊丝)需要量计算方法及焊条单重参考表1、计算公式熔敷金属重量WD=A+B L =W [注]Acm:坡口内截面积由此可得焊条(焊丝)需要量W的计算式为:Bcm:焊缝加强部分截面积W=LBA Lcm:焊缝长度 :熔敷金属比重 :熔敷效率、标准焊接接头所需焊条(焊丝)重量的概标假定:焊缝加强部分熔敷金属重量 焊条(焊丝)需要量计算方法及焊条单重参考表 道客巴巴
.jpg)
探索2507材质的焊接之道:焊条的选择与技巧 搜狐
2024年7月13日 — 2 e2594焊条:e2594焊条是一种手工电弧焊焊条,也适用于2507材质的焊接。它具有较高的强度和韧性,能够满足2507材质对焊缝性能的要求。 3 镍基合金焊条:在某些特殊情况下,如需要焊接2507材质与其他金属材料的异种金属焊接时,我们可以选择镍 碳钢焊条 不锈钢焊条 气体保护焊丝 氩弧焊丝 铸铁焊条 大桥焊材 碳钢焊条 不锈钢焊条 气体保护焊丝 氩弧焊丝 铸铁焊条 金桥焊材 碳钢焊条 不锈钢焊条 气体保护焊丝 氩弧焊丝 铸铁焊条 斯米克焊材 铸铁焊条 铜及铜合金焊材 铝及铝合金焊材 焊粉剂 隆兴焊配 【大桥J507】大桥碳钢焊条THJ507 φ32mm(5kg/包)【行情 2018年12月2日 — 道客巴巴网站 版权所有 ©20082024 网站备案:京icp备号1 京公网安备365号GB∕T 51172012 非合金钢及细晶粒钢焊条(高清版) 道客 焊条电弧焊的焊接规范,主要就是对焊接电流的大小类型和焊条直径的选择。根据所焊接工件的材质选择焊条牌号,至于焊接速度和电弧长度,通常由焊工根据焊条牌号和焊缝所在空间的位置,在施焊过程中适度调节。 (1)焊条直径焊条电弧焊的工艺规范 焊接基础 焊接之家 Weldhome

镍及镍合金的焊接工艺 百度文库
镍及镍合金焊接时焊条的选用,主要是根据母材的合金类别来选用相应合金成分的焊条。 可以调整化学成分以满足焊接性能的要求,如通过添加合金控制气孔,增加抗热裂纹的能力或改善力学性能;当抗裂性要求高时宜选用含有较高钼、钨的镍铬钼焊条,如ENi6002。焊条的组成 焊条是涂有药皮的供焊条电弧焊用的熔化电极。焊条的基本组成如下图所示。压涂在焊芯表面上的涂料层即药皮;焊条中被药皮包覆的金属芯称为焊芯;焊条端部未涂药皮的焊芯部分,供焊钳夹持用,是焊条夹 认识电焊条:组成、型号和使用知识 电焊工焊接技术网4316、e5016焊条 这类焊条为低氢钾型。药皮在与e4315和e5015型焊条的基础上添加了稳弧剂,如钾 水玻璃等,电弧稳定,工艺性能、焊接位置与e4315和 e5015型焊条相似,焊接电流为交 流或直流反接。除了适用的电源极性不同之外,这类焊条应用范围与e 4316 焊条进场验收规范 百度文库2024年3月15日 — 市场上的电焊条种类繁多,规格型号全面,能够满足不同行业、不同材质、不同工况的焊接需求。选择合适的电焊条是保证焊接质量的前提,因此,焊工和工程师们需要对电焊条的性能特点、应用场景有深入的了解和掌握。电焊条有几种规格型号?电焊条怎么选择型号? 百家号
.jpg)
【工艺篇】汽车关键制造——焊接 Sohu
焊接是现代机械制造业中一种必要的工艺方法,在汽车制造中得到广泛的应用。 主要内容: 一、焊接的定义和分类 二、常见的焊接方法及其优缺点 三、焊接缺陷及其控制方法 四、汽车焊接新技术和新方向 一、焊接的定义和分类 焊接的定义:焊接是指通过加热或者加压,或者两者并用;加或不加 222 焊条使用要求 (1)焊条在使用前应根据焊条药皮特性进行烘干处理,切忌急冷、急热、具体 要求参 见表 2。烘干后焊条应及时装入保温筒随取随用。 (2)焊条严重受潮,黏在一起或药皮脱落,必须检验合格后方可使用。(完整版)铸件焊补工艺规程百度文库2023年9月4日 — 本文将是接下来的两篇文章中的集,重点介绍半导体封装的另一种主要方法——晶圆级封装。本文将探讨晶圆级封装的五项基本工艺,包括:光刻工艺、溅射工艺、电镀工艺、光刻胶去胶工艺和金属刻蚀工艺。[半导体后端工艺:第七篇] 晶圆级封装工艺 SK hynix 2015年2月19日 — 版本号 A Welding Process(es) 焊接方法 GTAW Type(manual, automatic, machine, semiauto) 自动化等级(手工,自动,机动,半自动) Manual 手工 JOINTS 接头: Joint type 接头形式: V/Permanent Backing 衬 垫: NO Backing Material 衬垫材料: / BASE METALS 母材 P No 1 Group No 1 To P No 1 Group No 1 Type or Grade 型号和等级 焊接工艺规程(WPS) 道客巴巴

钢结构焊接常采用E43XX型焊条,其中43表示 百度知道
2009年3月1日 — 钢结构焊接常采用E43XX型焊条,其中43表示根据 GB ∕ T51171995 碳素钢焊条 国家推荐性标准:E 标示碳素钢焊条(低合金钢焊条、不锈钢焊条同样代号是E)。43标示 熔附金属抗拉强度等于大于420MPa(也就是43kgf ∕电焊是利用焊条通过电弧高温融化金属部件需要连接的地方而实现的一种焊接操作。其工作原理是:通过常用的220v或380v电压,通过 电焊机 里的 变压器 降低电压,增强电流,并使电能产生巨大的电弧热量融化焊条和钢铁,而焊条熔融使钢铁之间的融合性更高。 电弧焊是应用最广泛的焊接方法 电焊百度百科根据《焊工手册》手工焊接与切割中关于40Cr万向轴的焊接:可以采用J857高强度碱性低氢型焊条。 采用工艺:焊条经350~400摄氏度烘干,预热300摄氏度,焊后置于石棉灰中缓冷,进行550~600摄氏度的消除应力回火处理。 40Cr是我国GB的标准钢号,40Cr钢是机械制造业使用最广泛的钢之一。40Cr钢焊接采用什么焊条好,采用什么工艺保证不裂 j607rh是低氢钠型药皮的高强钢焊条,采用直流反接,可进行全位置焊接,熔敷金属扩散氢含量低,具有优良的塑性、低温韧性和抗裂性能。 用途: 适用于压力容器、桥梁、水电站下降管及海洋工程等重要结构的焊接,如CF60(62)钢等。J607RH产品中心
.jpg)
(国家标准)GB╱T 9842001 堆焊焊条 道客巴巴
2019年8月18日 — 内容提示: gb/t 9842001前 、 人口 本标准等效采用 ansi aws a513((手t电弧焊堆焊焊条规程》的技术内容,是对 (;b/t 9841985《堆焊焊条》的修订。 本标准与 gb/t 9841985相比,主要技术内容改变如下 : — 在保留原型号编制方法的基础上,增加了22种铁基焊条、1种钻基焊条、2种镍基焊条和3种碳化钨管状 2019年7月25日 — 本工艺标准适用于建筑物防雷接地、保护接地、工作接地、重复接地及屏蔽接地装置安装工程。 325 当接地装置必须埋设在距建筑物出入口或人行道小于3m时,应采用均压带做法或在接地装置上面敷设50~90mm厚度图解防雷及接地安装施工工艺 附技术交底焊接 搜狐板材 棒材 焊条 型材 管材 管配件/ 成型件 套管成形件 特种件 阀门 法兰 挤出板材 实芯棒材 焊条 u 型材 压力管 弯头 管箍的固定点 simodual 2 弯头 连接件 阀门 层压板材 空芯棒材 方管 污水管 弧形弯头 电熔套筒 simodual 2 三通 双头接合套筒 法兰Global Thermoplastic Solutions SIMONA AGR307是低氢钠型药皮的含Cr1%Mo05%的珠光体热强钢焊条,采用直流反接,可进行全位置焊接,焊件应根据结构特点进行适当的 R307产品中心
.jpg)
焊条焊丝生产工艺 百度文库
焊条焊丝生产工艺 焊条和焊丝是在金属焊接中常用的材料。它们经过一系列的生产工艺,才能制造出合格的焊接材料。下面将详细介绍焊条和焊丝的生产工艺。 首先,焊条和焊丝的生产开始于原材料的准备。焊条的主要原材料是金属粉末、药芯和外壳。2019年8月11日 — 国内上海华谊集团公司投入大量人力财力,经过两代人长达15年之久的持续不懈努力,自主开发成功异丁烯两步氧化及酯化清洁生产mma技术,并于2017年12月在其位于山东菏泽的合资公司东明华谊玉皇建成投产5万吨mma一文读懂MMA,就是这么全面!生产 搜狐2022年5月17日 — iso9691:013焊接及相关工艺及相关工艺—接头接头坡口准备部分:钢的焊条电弧焊、气体保护焊、、tig焊焊和电子束焊狮子十之八九译目录前言(略))介绍1范围引用标准3材料4焊接方法5加工6接头坡口形式文献(略))ISO 96921 2016 焊接及相关工艺 接头准备 钢的焊条电 建筑工程焊条需要做复试吗? 焊条是否需要做复试报告要看类型, 制造锅炉焊条是必须做复检报告的;压力容器和压力管道可以选择做或者不做;有条件还做的好。 《建筑工程检测试验技术管理规范》jgj1902010 的附建筑工程焊条需要做复试吗?百度知道
.jpg)
石家庄市石桥焊材有限公司
石家庄市石桥焊材有限公司是原中国石家庄市焊条厂分支生产机构厂家。本公司做为国内一家生产制造企业,注册于2001年,公司拥有齐全的焊材检测设备和严格完善的质量保证体系,年生产能力10万余吨。2023年11月28日 — 焊条电弧焊 (111) 在非箭头侧打底,表面齐平;埋弧焊 (12) 焊成的 v 形焊缝在箭头侧,表面也要求齐平 注 : 焊缝采用多种焊接方法或者对焊接方法有特殊要求时标注,一般不标注。最新工程图中焊接焊缝符号和标注方法 百家号2023年10月16日 — hrb400钢筋用什么焊条焊接?国标hrb400钢筋,根据不同焊接位置接头形式,匹配相应焊条焊接。接头形式:帮条焊、搭接焊 用焊条型号 e5003;钢筋与钢板搭接焊、预埋件t型角焊 用型号e5003焊条;坡口焊、熔槽帮条焊、预HRB400钢筋用什么焊条焊接?百度知道2021年9月8日 — c 管道焊接要选择适合的管道材质的焊条及电流,焊缝的焊接层数与选用焊条的直径、电流大小、管道壁厚、焊口位置、坡口形式有关。具体选用标准见下表所示。 d 焊条必须严格按国标及技术规范选用。焊条不得出现涂层剥离、污物、老化、受潮或者生锈迹象。全面讲解管道焊接施工工艺标准焊缝 搜狐

纤维素焊条立向下焊的工艺特点电弧 搜狐
2019年7月22日 — 21一般普通直流焊条电弧焊电源,在用于纤维素焊条时,会出现断弧、熄弧、“喘息”灭弧,粘条、电弧不稳定、过渡颗粒粗大等不良工艺现象。 24由于纤维素焊条专用焊机上以输出电感和控制电路上不同于普通电弧的温度高于4000℃,电弧的 热量使母材和焊条熔化,熔化的焊条以熔滴状向 母材过渡。焊条药皮受热作用产生气体与熔渣, 保护焊条末端、过渡的熔滴以及母材上的液态金 属,使其免受空气的有害影响。凝固的熔渣覆盖 着焊缝金属,同样起着保护作用。(完整版)焊接基础知识及工艺培训百度文库2、焊接操作:焊接时按上面工艺参数进行焊接,同时调整焊条角度,将电弧偏向厚的一边,使两边尽量受热均匀。 2、焊接操作:焊接时按上面工艺参数进行焊接,同时调整焊条角度,将电弧偏向厚的一边,使两边尽量受热均匀。 编制 审核 日期 年月日 焊接工艺卡焊接工艺卡(通用) 百度文库2024年3月28日 — 焊条型号编制方法如下:字母“e”表示焊条;前两位数字表示熔敷金属抗拉强度的最小值;第三位数字表示焊条的焊接位置,“0”及“1”表示焊条适用于全位置焊接(平、立、仰、横),“2”表示焊条适用于平焊及平角焊,“4”表示焊条适用于向下立焊。焊条型号(焊条型号与焊材对照表)

化学气相沉积法(CVD法)制备石墨烯的工艺流程
2021年6月20日 — 化学气相沉积法(CVD)是一种在相对而言比较高的温度下,通过化学反应对含碳化合物进行分解,然后使得石墨烯在基片上生长出来的技术。通常是在基底的表面形成一种过渡金属(如Cu、Co、Pt、Ir、Ru及Ni等)薄膜,以此薄膜作为催化剂,然后用CH 4 作为碳源,用气相解离的方法解离过渡金属薄膜,使得 焊条型号中e表示电焊条,后面的两个数字表示焊缝金属的抗拉强度。 即e43、e50、e55分别表示不同的强度级别为430、500、550mpa; 因此,对应的电焊条型号应该是e43××、e50××、e55××系列,具体如e4303,e5003,e5515等;对应的牌号应该是j42×,j50×,j55×系列,如j422,j502,j557等。焊条型号E43、E50、E55对应的牌号是多少? 百度知道焊件装配必须保证间隙均匀、高低平整。定位焊一般采用焊条电弧焊,使用E4303焊条,焊条直径4mm。焊缝长度一般为30mm,间距为100300mm。保证焊透、融合良好,无焊接缺陷。 Q235在埋弧焊前,一般不需预热。如果焊接环境低于0℃,则应将焊件预热至3035℃。焊接知识:Q235板材的焊接工艺 360doc2020年3月20日 — 常用钢号选用焊条、焊丝 星级: 1 页 常用焊条合格证 星级: 6 页 焊接材料(焊条、焊丝、焊剂)进场质量合格证文件及外观质量检查记录 星级: 1 页 模具烧焊常用焊条焊丝焊接规范 星级: 2 页 常用氩弧焊丝焊条应用参考 星级: 2 页常用焊条焊丝质量证明书,合格证 道客巴巴

Inconel625 镍合金焊接工艺与分析 百家号
2020年3月13日 — 焊条使用前应按焊条产品说明书进行烘干。烘干后的焊条应储存在 100~150℃左右的恒温箱内,焊工领用时,应用合格保温筒领取,如领用时间超过 4h,应重新烘烤,但重新烘烤次数不得超过 2 次。焊条烘烤温度。2023年11月30日 — 电弧焊接是一种利用电弧产生的高温熔化焊条和工件的焊接方法,广泛应用于各种金属材料的连接。电弧焊接的焊缝表面有时会呈现出一种类似鱼鳞的纹理,这种纹理被称为鱼鳞焊。鱼鳞焊不仅美观,而且能够反映出焊缝的冷却状态和电弧的稳定程度。电弧焊接怎么焊出鱼鳞状?(焊条和焊接参数、持枪 2020年12月21日 — SAW器件是一种滤波器,其结构是通过在衬底上形成的压电材料薄膜或规则的梳状电极激发表面声波。 SAW器件的工艺TCSAW器件制造工艺 ULVAC 株式会社アルバック焊条(焊丝)需要量计算方法及焊条单重参考表1、计算公式熔敷金属重量WD=A+B L =W [注]Acm:坡口内截面积由此可得焊条(焊丝)需要量W的计算式为:Bcm:焊缝加强部分截面积W=LBA Lcm:焊缝长度 :熔敷金属比重 :熔敷效率、标准焊接接头所需焊条(焊丝)重量的概标假定:焊缝加强部分熔敷金属重量 焊条(焊丝)需要量计算方法及焊条单重参考表 道客巴巴
]@S0{UDKK%G24F3JGHC.jpg)
探索2507材质的焊接之道:焊条的选择与技巧 搜狐
2024年7月13日 — 2 e2594焊条:e2594焊条是一种手工电弧焊焊条,也适用于2507材质的焊接。它具有较高的强度和韧性,能够满足2507材质对焊缝性能的要求。 3 镍基合金焊条:在某些特殊情况下,如需要焊接2507材质与其他金属材料的异种金属焊接时,我们可以选择镍 碳钢焊条 不锈钢焊条 气体保护焊丝 氩弧焊丝 铸铁焊条 大桥焊材 碳钢焊条 不锈钢焊条 气体保护焊丝 氩弧焊丝 铸铁焊条 金桥焊材 碳钢焊条 不锈钢焊条 气体保护焊丝 氩弧焊丝 铸铁焊条 斯米克焊材 铸铁焊条 铜及铜合金焊材 铝及铝合金焊材 焊粉剂 隆兴焊配 【大桥J507】大桥碳钢焊条THJ507 φ32mm(5kg/包)【行情 2018年12月2日 — 道客巴巴网站 版权所有 ©20082024 网站备案:京icp备号1 京公网安备365号GB∕T 51172012 非合金钢及细晶粒钢焊条(高清版) 道客 焊条电弧焊的焊接规范,主要就是对焊接电流的大小类型和焊条直径的选择。根据所焊接工件的材质选择焊条牌号,至于焊接速度和电弧长度,通常由焊工根据焊条牌号和焊缝所在空间的位置,在施焊过程中适度调节。 (1)焊条直径焊条电弧焊的工艺规范 焊接基础 焊接之家 Weldhome